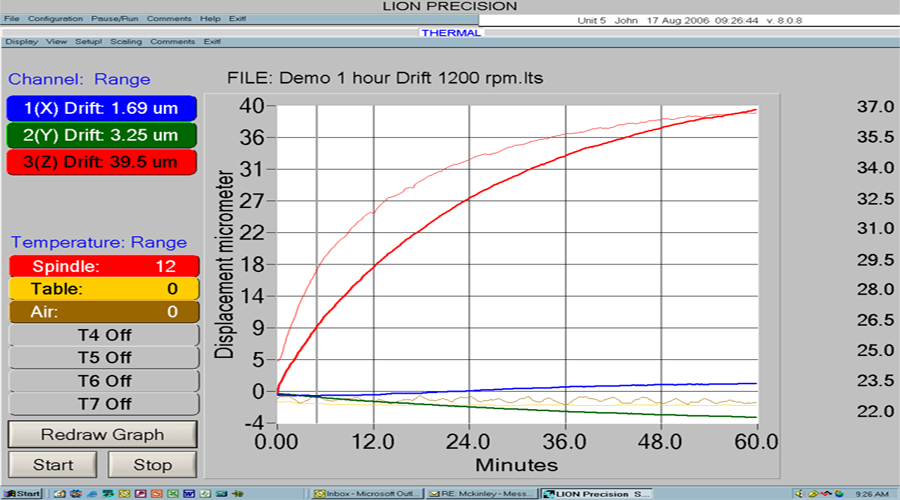
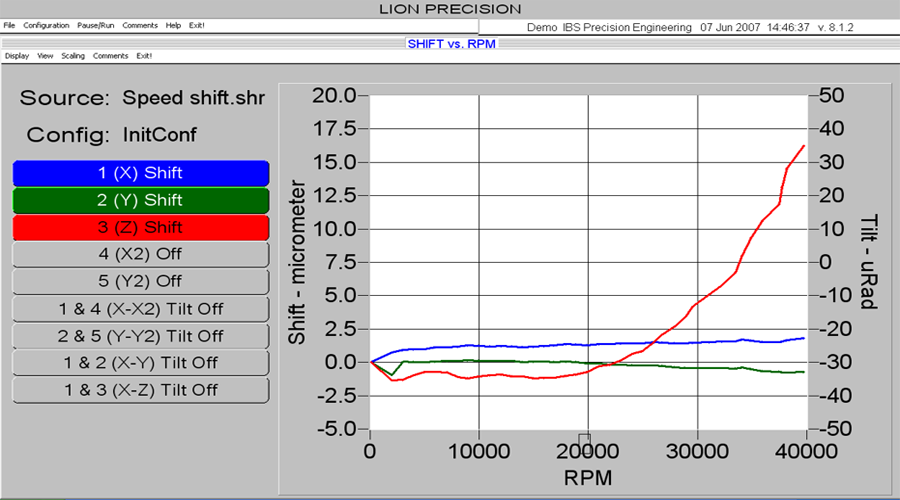
- 主轴漂移
- 主轴平移
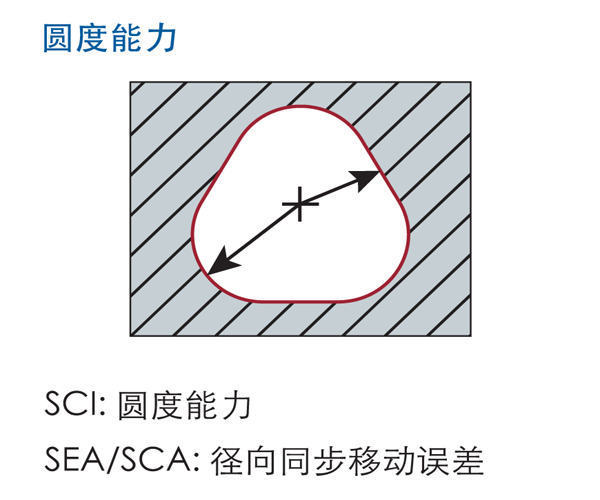
- 主轴同步误差(圆度)
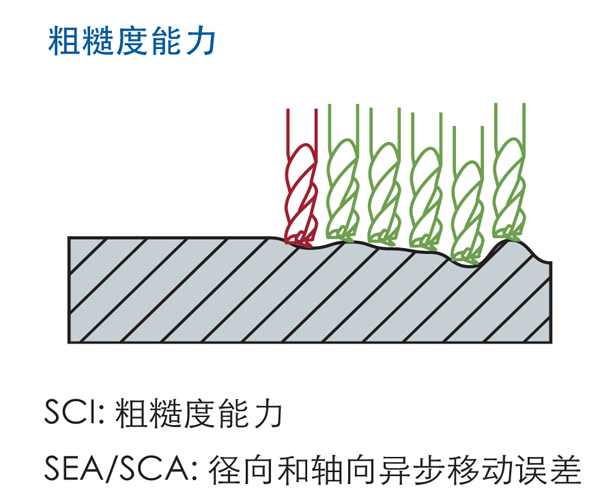
- 主轴异步误差(表面精度)
- FFT(可协助分析误差来源)
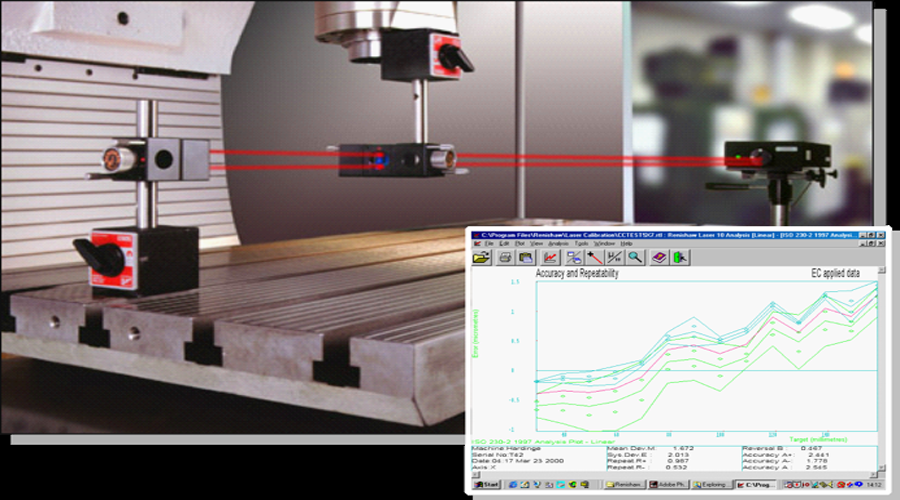
- “定位因素”=>包括热因素导致主轴的热伸长或者不同转速位移变化
- “形状误差”=>主轴因素导致的工件圆度、平面度、和直线度问题
- “表面质量”=>主轴因素导致的工件表面光洁度问题
- “次表面损坏”=>主轴导致的次表面损坏
- “转速共振”=>由于机床结构产生的共振

随环境热温变化和主轴发热,机床主轴有漂移产生。
转速变化主轴Z轴位置移动。原因:主轴设计问题
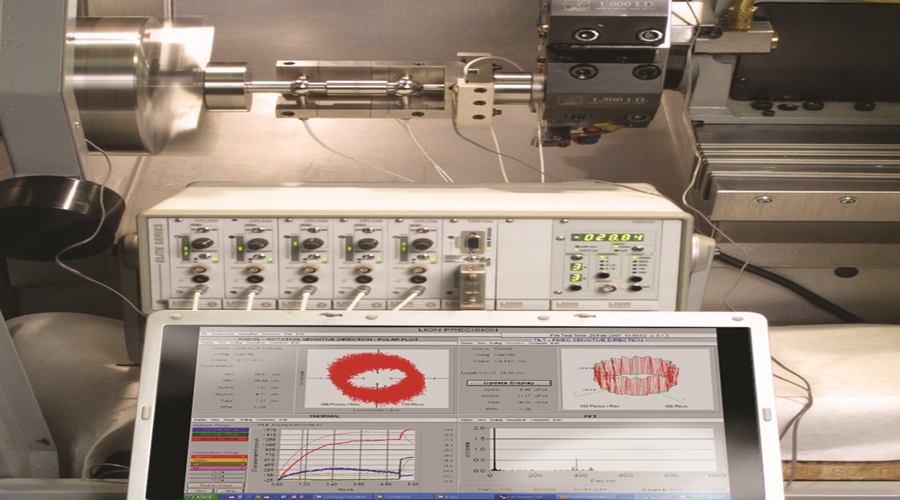
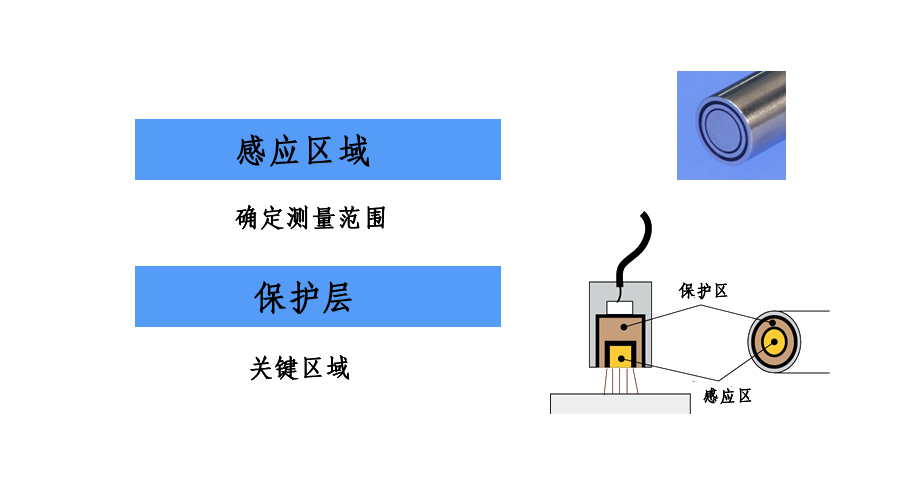
技术专栏 - 深入了解电容传感技术
机床主轴开始运转后会产生一定的热量,这些热量会使机床主轴及各部分 温度不断升高,从而造成主轴的倾斜,直到这种热的产生和消耗达到平衡 时,机床的热温升变化才平衡。主轴热温升检测系统能够检测这些变化

当两个导电面相互靠近时,两者之间即存在一种电特性— 电容。电容的大小决定于两个导体之间的距离和材料,电容式传感器利用电场测量探头和 导电目标之间的电容变化。电容测量具有高精度,非接触,高频率的特点。
随环境热温变化和主轴发热,机床主轴有漂移产生。
转速变化主轴Z轴位置移动。原因:主轴设计问题
径向跳动,影响机床切削圆度
主轴跳动的重复性,影响机床切削工件的表面精度