五轴机床跟随误差解析
专业技术专栏 - 深入了解五轴机床精度本质
RTCP检测的必要性
- 消除回转误差:五轴联动时,旋转轴(A/B/C)摆动会导 致刀尖偏移理论轨迹;RTCP 检测可精准测出并补偿回转 中心偏差、轴系垂直度误差,避免尺寸与形状超差。
- 保障动态精度:静态检测无法反映实际加工中的动态误差(如伺服滞后、 轴承磨损、热变形);RTCP 动态检测 (如 ISO 10791-6)能捕捉真实联动状态下的刀尖轨迹误差, 直接关联工件表面质量。
- 符合行业标准:GB/T 39953-2021 明确将 RTCP 精度作为五轴机 床验收的强制指标,是航空、模具等高端制造的准入门槛。
- 提升效率与稳定性:检测数据(Q 值几何误差、P 值 动态误差)可指导误差补偿、预判设备劣化,减少废品率 与停机时间,确保批量生产一致性。
ISO 10791-6关于Q值和P值定义
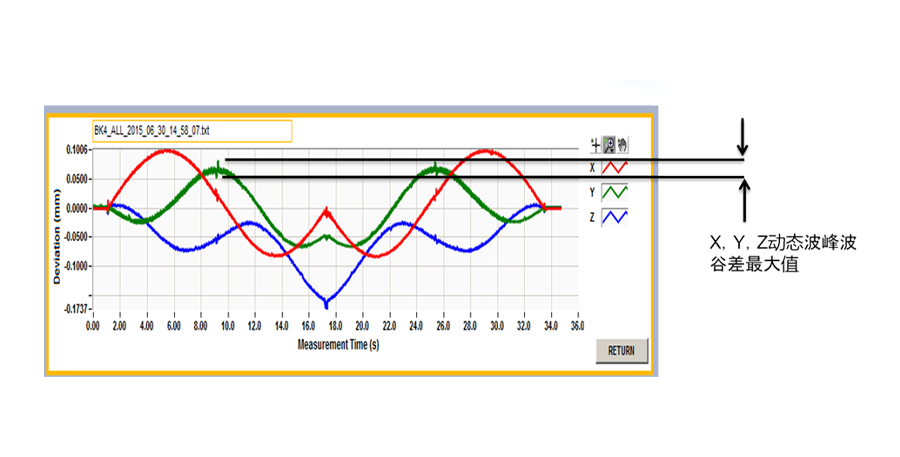
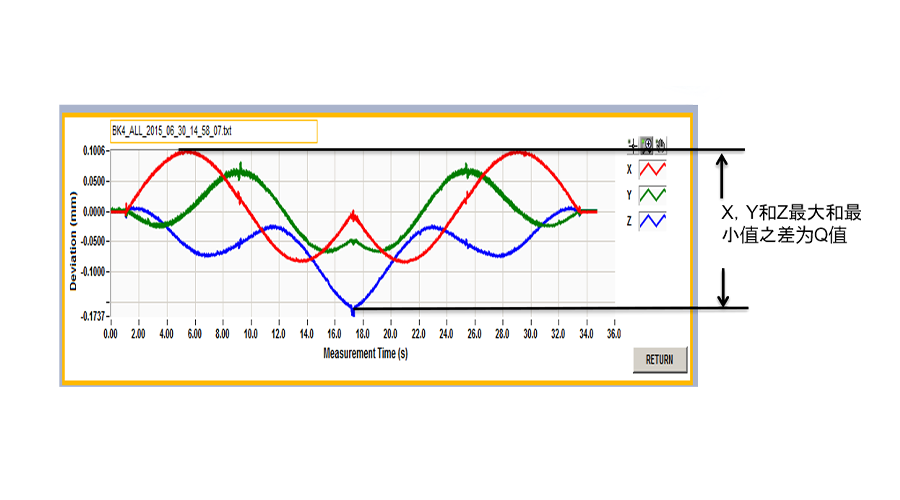
如下图所示,纵坐标表示rtcp偏差值单位mm,横坐标为时间值单位秒。红,绿,蓝三条曲线分辨表示 RTCP在机床坐标系下的X,Y,Z误差曲线。其中三个坐标中最大误差和最小误差之差为Q值 Q值最终反应加工曲面的形状和尺寸误差,类似于包含尺寸精度的轮廓度。
P值最终反应加工曲面的表面粗糙度误差,反应机床各轴反向迟滞,以及机壳的震动等。